

Molds and inserts
Firs stampi srl is specialized in the design and construction of molds for plastic materials.
We make traditional thermoplastic injection molds and molds for co-molding with HOT RUNNER SYSTEM and traditional cold injection.
We make customized molds according to individual needs, starting from the customer's design, for the realization of molds with a maximum size of 1mtX1mt (35”X35”).
Our team of experts works on the design of advanced products that combine the best technology and functionality, to achieve every project with maximum skill and precision.
The realization of our molds is carried out in equipment thanks to the know-how of our operators and the use of latest generation machinery and quality tools.
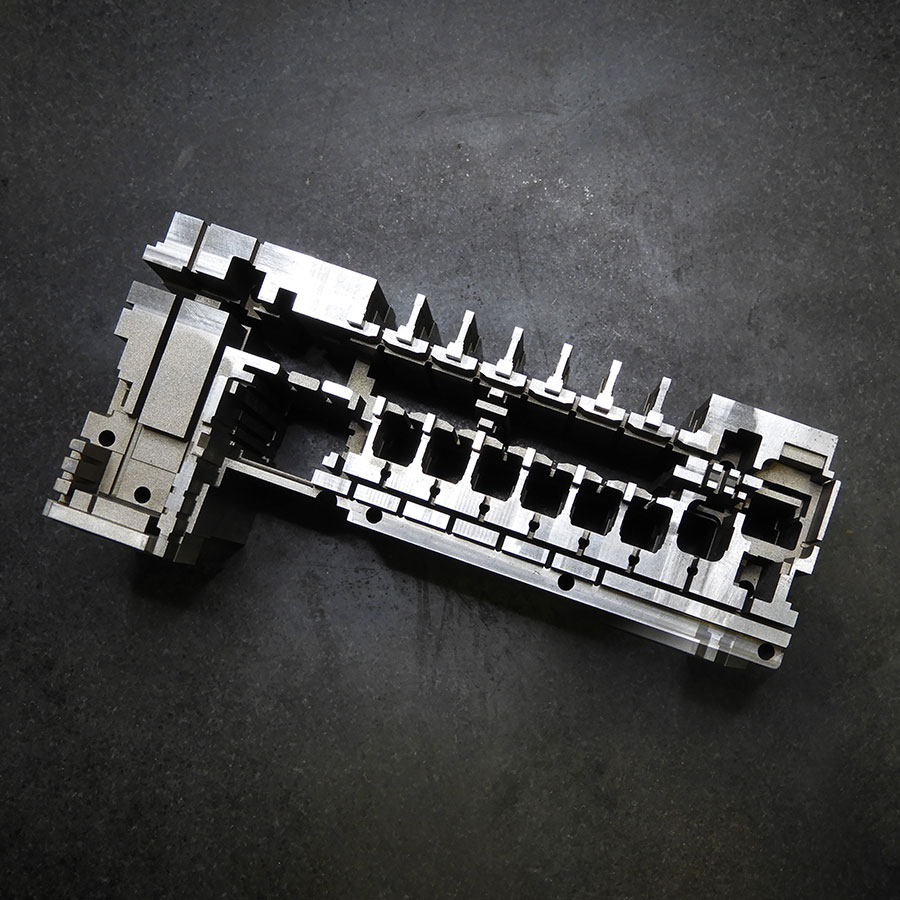
Mold part cavity for fuse box control unit made from a single block of hardened steel.
Seats of inserts completely made with the wire EDM technology. This type of mold is conceived in this way to have an immediate interchangeability as a spare part during production maintenance.
Seats of inserts completely made with the wire EDM technology. This type of mold is conceived in this way to have an immediate interchangeability as a spare part during production maintenance.

Seat belt support insert.
Mold size: 696x946mm (27”X37”).Component made with metal insert co-molding.
Mold with 8 + 8 cavities (2 bases mobile side and 1 fixed side) with hot runner injection on vertical press. Insert positioning by robot and detection of insert presence by laser sensors. Centering tolerance and coupling between insert and mold ± 0.02.
Mold size: 696x946mm (27”X37”).Component made with metal insert co-molding.
Mold with 8 + 8 cavities (2 bases mobile side and 1 fixed side) with hot runner injection on vertical press. Insert positioning by robot and detection of insert presence by laser sensors. Centering tolerance and coupling between insert and mold ± 0.02.
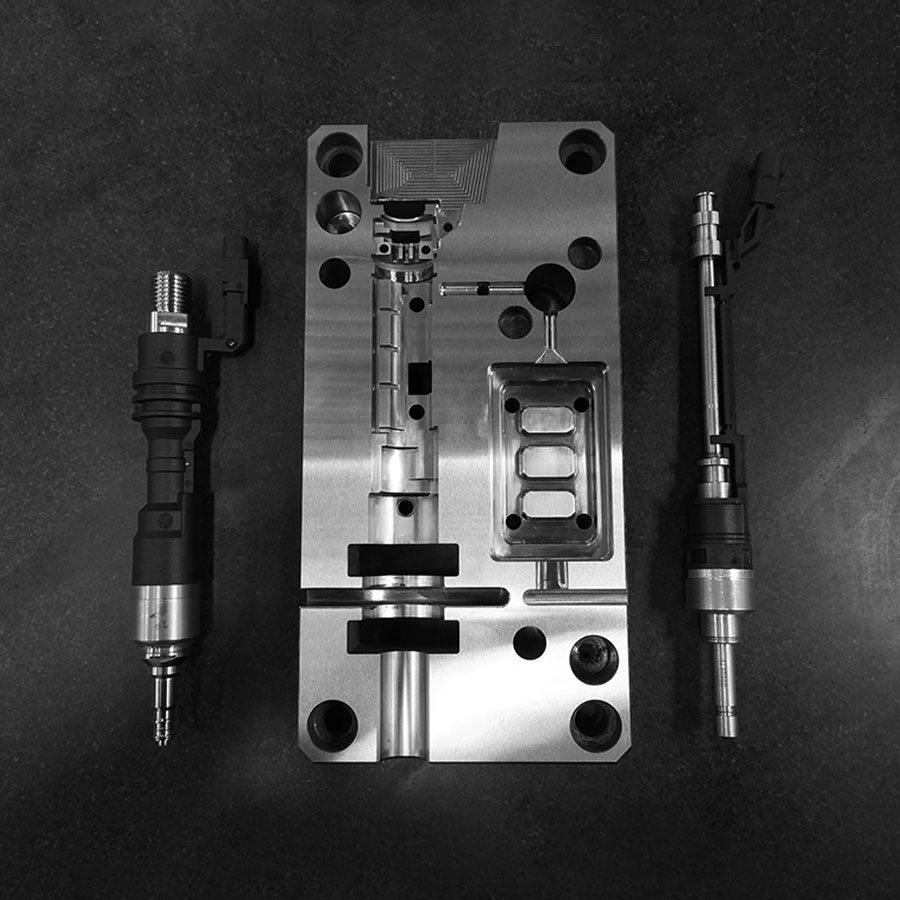
Insert for the realization of particular fuel injector.
Mold with 4 + 4 cavities (2 bases mobile side and 1 fixed side) with hot runner injection on vertical press. Our precision of construction allows us to make molds with an overmolding technique which involves the fusion of thermoplastic material injected into a high-resistance steel mold that has plastic elements (already printed) or metals inside it.
Mold with 4 + 4 cavities (2 bases mobile side and 1 fixed side) with hot runner injection on vertical press. Our precision of construction allows us to make molds with an overmolding technique which involves the fusion of thermoplastic material injected into a high-resistance steel mold that has plastic elements (already printed) or metals inside it.
Rear door lock plugs.
Mold with 12 + 12 cavities (2 bases mobile side and 1 fixed side) with hot runner injection on vertical press.On this mold the forming cavity during construction is eroded by EDM using as an electrode the same insert which will then be co-molded.
With this method, maximum precision in the insert-mold coupling is guaranteed.
Mold with 12 + 12 cavities (2 bases mobile side and 1 fixed side) with hot runner injection on vertical press.On this mold the forming cavity during construction is eroded by EDM using as an electrode the same insert which will then be co-molded.
With this method, maximum precision in the insert-mold coupling is guaranteed.

{kind=link}
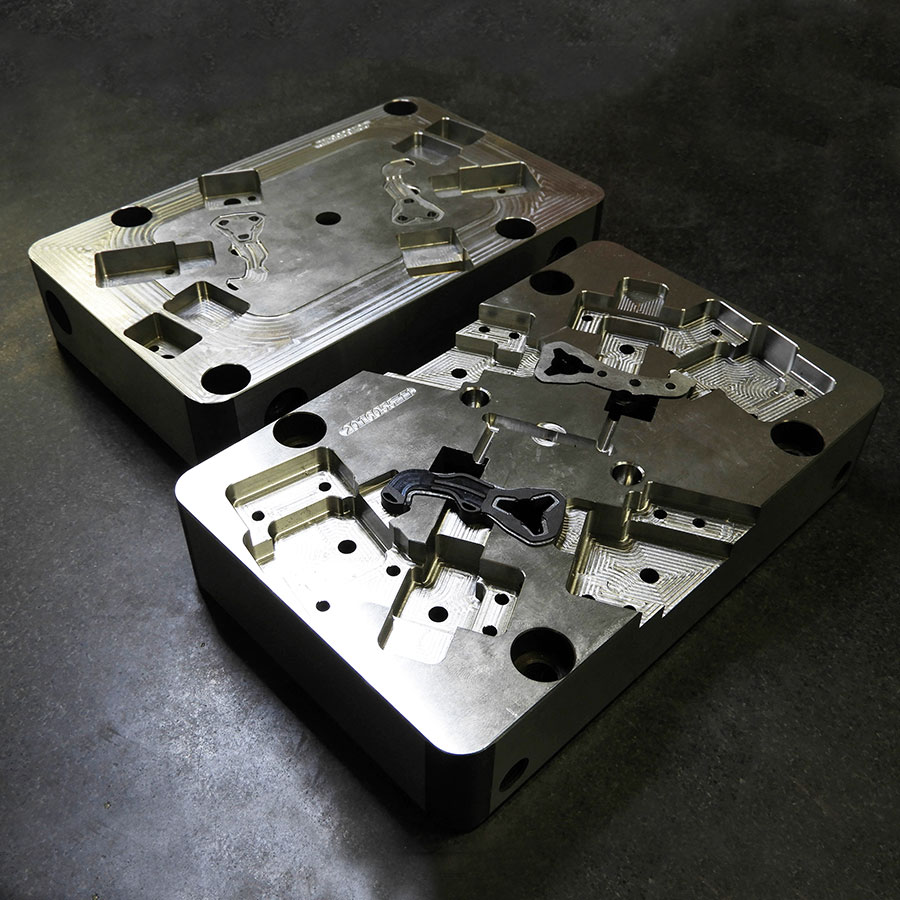
Double-die mold.
Double-die mold for the realization in co-molding of the safety belt support with insert positioning by robot and detection of the presence of the insert by laser sensors. Detail visible here: Seat belt support insert.
Double-die mold for the realization in co-molding of the safety belt support with insert positioning by robot and detection of the presence of the insert by laser sensors. Detail visible here: Seat belt support insert.